Stålsmide är en av de äldsta och mest pålitliga metallbearbetningsprocesserna inom tillverkningen. Det korta svaret på vilka typer av smidesstål som finns: kolstål, legerat stål, rostfritt stål, verktygsstål och mikrolegerat stål är de fem primära kategorierna som används i industriellt stålsmide. Varje typ uppfyller olika mekaniska och miljömässiga krav, och att välja fel kan leda till för tidigt fel, säkerhetsrisker eller onödiga kostnadsöverskridanden.
Den här uppdelningen täcker varje kategori på djupet - vad som gör dem olika, var de presterar bäst och hur siffrorna faktiskt ser ut när du jämför sträckgräns, hårdhet och användningsområde.
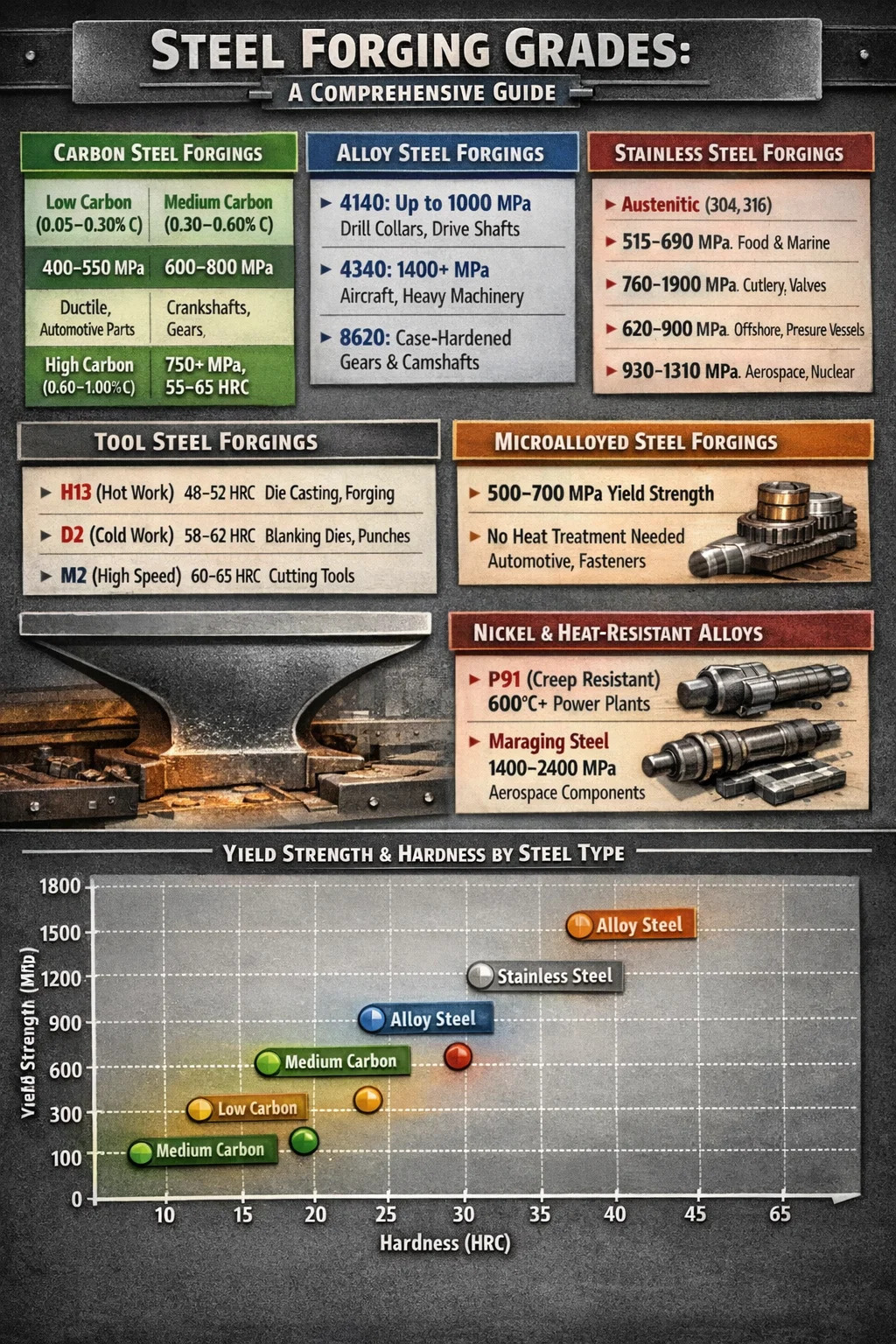
Smide av kolstål: Industry Workhorse
Kolstål står för majoriteten av all stålsmideproduktion globalt. Det är klassificerat i tre undergrupper baserat på kolinnehåll, och den kolprocenten har en direkt och mätbar effekt på styrka, hårdhet och duktilitet.
Lågt kolstål (0,05 % – 0,30 % C)
Smide av stål med låg kolhalt är mycket formbara och lätta att forma. Draghållfastheten sträcker sig vanligtvis från 400 till 550 MPa. Dessa smidesverk används vanligtvis för strukturella komponenter, karossdelar till fordon och bultar för allmänna ändamål. De svarar inte bra på värmebehandling för härdning men är lätta att svetsa och bearbeta.
Medium kolstål (0,30 % – 0,60 % C)
Detta är det mest smidda sortimentet. Medelstora kolsorter som AISI 1040 och AISI 1045 erbjuder en stark balans mellan styrka och seghet. Värmebehandling kan pressa sträckgränsen över 600 MPa. Tillämpningar inkluderar vevaxlar, vevstakar, axlar, växlar och järnvägskomponenter. AISI 1045 är utan tvekan den vanligast specificerade smideskvaliteten av medelstort kolstål inom allmän maskinteknik.
Högkolstål (0,60 % – 1,00 % C)
Högt kolsmide ger överlägsen hårdhet och slitstyrka men är sprödare och svårare att arbeta med. De används för fjädrar, skärverktyg, stållinor och rälsstål. Hårdhetsvärden når rutinmässigt 55–65 HRC efter lämplig värmebehandling, vilket gör dem olämpliga för slagtunga applikationer utan noggrann designövervägande.
Smide av legerat stål: Förbättrad prestanda genom kemi
Smide av legerat stål innehåller avsiktliga tillsatser av krom, molybden, nickel, vanadin eller mangan utöver de mängder som finns i kolstål. Dessa tillägg modifierar härdbarhet, seghet vid förhöjda temperaturer och motståndskraft mot utmattning och korrosion. Det totala innehållet av legeringselement är typiskt mellan 1 % och 5 %.
De vanligaste smideskvaliteterna av legerat stål inkluderar:
- 4140 (Cr-Mo stål): Draghållfasthet upp till 1000 MPa i härdat och härdat tillstånd. Används i olje- och gasborrkragar, försvarskomponenter och drivaxlar för fordon.
- 4340 (Ni-Cr-Mo stål): Ett av de starkaste legerade stålen i vanlig användning, med draghållfastheter över 1400 MPa som kan uppnås genom värmebehandling. Finns i landningsställ för flygplan, kraftiga vevaxlar och högpresterande axelaxlar.
- 8620: En härdningskvalitet som är populär för växlar och kamaxlar där både en tuff kärna och hård yta behövs samtidigt.
- EN36 och EN24: Vanligt i brittiska/europeiska specifikationer för tunga smide som turbinaxlar och kärnkraftverkskomponenter.
Fördelen med smide av legerat stål framför kolstål är djupet av härdbarhet. En 4140 bar med 100 mm diameter kan genomhärdas till en enhetlig mikrostruktur, medan ett vanligt kolstål med samma diameter skulle visa ett markant hårdhetsfall från yta till kärna.
Smide av rostfritt stål: Korrosionsbeständighet under mekanisk belastning
Smide av rostfritt stål innehåller minst 10,5 viktprocent krom, vilket bildar ett passivt oxidskikt som motstår oxidation och korrosion. Smidesprocessen förfinar kornstrukturen i rostfritt stål på ett sätt som gjutning inte kan replikera, vilket ger komponenter med överlägsen utmattningshållfasthet och slagseghet.
Huvudfamiljerna som används i smide av rostfritt stål är:
| Familj | Vanliga betyg | Typisk draghållfasthet | Nyckelapplikation |
|---|---|---|---|
| Austenitisk | 304, 316, 321 | 515–690 MPa | Kemisk bearbetning, livsmedelsutrustning, marin |
| Martensitisk | 410, 420, 440C | 760–1900 MPa | Bestick, ventiler, pumpaxlar, kirurgiska verktyg |
| Duplex | 2205, 2507 | 620–900 MPa | Offshoreolja, avsaltning, tryckkärl |
| Nederbörd härdat | 17-4 PH, 15-5 PH | 930–1310 MPa | Flyg-, kärnkraftsventiler med hög prestanda |
316L smide av rostfritt stål är särskilt dominerande inom läkemedels- och livsmedelsbearbetning eftersom det låga kolinnehållet minimerar sensibiliseringsrisken under svetsning, och molybdentillsatsen (2–3 %) förbättrar avsevärt motståndskraft mot gropbildning i kloridmiljöer. Duplexkvalitet 2205 erbjuder ungefär dubbelt så hög sträckgräns på 316L, vid minst 450 MPa, vilket möjliggör tunnare väggkonstruktioner och minskad komponentvikt utan att kompromissa med livslängden.
Verktygsstålsmider: Extrem hårdhet för formnings- och skärapplikationer
Verktygsstål är speciellt konstruerade för att bibehålla sin hårdhet och form under extrem mekanisk påfrestning, nötning och värme. När de produceras genom smidesprocessen, utvecklar verktygsstål en raffinerad, enhetlig kornstruktur som avsevärt håller längre än gjutna eller valsade alternativ i krävande verktygstillämpningar.
Verktygsstålsmider är grupperade efter AISI-klassificeringssystemet:
- H-serien (Hot Work Tool Steel): Kvaliteter som H13 och H11 är formulerade för att motstå uppmjukning vid temperaturer över 500°C. H13 är den globala standarden för gjutformar, extruderingsverktyg och själva varmsmidningsformar. Den uppnår 48–52 HRC efter värmebehandling samtidigt som den bibehåller tillräcklig seghet för att överleva upprepade termiska cykler.
- D-serien (Cold Work, High Chromium): D2 innehåller cirka 12 % krom och 1,5 % kol, vilket ger den exceptionell slitstyrka vid rumstemperatur. Den används för att pressa stansar, formverktyg och stansar där dimensionell noggrannhet över mycket höga produktionsserier är avgörande.
- M-serien (Höghastighetsstål): M2 och M42 behåller sin skäregg vid temperaturer där kolstålverktyg skulle ha förlorat all hårdhet. Kombinationen av volfram, molybden och kobolt ger M42 en varm hårdhetsfördel som gör den oersättlig i borrkronor, kranar, fräsar och broscher.
- P-serien (formstål): Designad för formsprutningsformar av plast är P20 ett av de mest använda smidda formstålen. Den levereras vanligtvis i förhärdat tillstånd vid 28–34 HRC, vilket eliminerar behovet av värmebehandling efter bearbetning.
Smide av verktygsstål kräver exakt temperaturkontroll. H13 måste till exempel smidas mellan 1010°C och 1150°C och måste kylas långsamt efter smide för att undvika sprickbildning. Felaktig smidespraxis introducerar kvarvarande spänningar och grova hårdmetallnätverk som dramatiskt minskar segheten.
Smide av mikrolegerat stål: Effektivitet i nästan nätform utan värmebehandling
Mikrolegerade stål – även kallade HSLA-stål (High Strength Low Alloy) i smidessammanhang – representerar en modern ingenjörslösning som kombinerar formbarheten hos kolstål med hållfasthetsnivåer som tidigare krävde legerat stål och värmebehandling efter smide. De viktigaste tillsatserna är vanadin (0,05–0,15 %), niob (0,02–0,05 %) och titan, i mycket små mängder som fälls ut som fina karbider och nitrider under kontrollerad kylning.
Den stora kommersiella fördelen är att mikrolegerat stålsmide kan uppnå sträckgränser på 500–700 MPa utan härdning och härdning, vilket eliminerar ett stort kostnads- och tidssteg i produktionscykeln. Biltillverkare har i stort sett antagit mikrolegerade kvaliteter för vevstakar, vevaxlar och styrspinnar av exakt denna anledning.
Vanliga mikrolegerade smideskvaliteter inkluderar 38MnVS6, 46MnVS3 och SAE 1548V. Dessa kvaliteter är utformade så att smidesoperationen och efterföljande kontrollerad luftkylning uppnår de slutliga mekaniska egenskaperna i en enda termisk cykel, och ersätter två separata ugnsoperationer. Inom fordonssmide med stora volymer innebär detta energibesparingar på upp till 30 % per del jämfört med härdnings- och härdningsvägar.
En begränsning är att mikrolegerade stål har smalare processfönster än konventionella legerade stål. Smidestemperaturen måste kontrolleras noggrant - vanligtvis mellan 900°C och 1050°C - för att säkerställa korrekt nederbördshärdning under kylning. Varje avvikelse från målmikrostrukturen resulterar i oförutsägbara mekaniska egenskaper och potentiell avvisning av hela smideskörningar.
Nickelbaserat och värmebeständigt stålsmide för extrema miljöer
Utöver standardklassificeringarna finns en specialiserad kategori av värmebeständigt och nickelbärande stålsmide för applikationer där driftstemperaturerna överstiger vad konventionella legerade stål tål. Dessa inkluderar krypbeständiga kvaliteter för kraftgenerering och flygturbinskivor, såväl som maråldrat stål för ultrahöghållfasta strukturella tillämpningar.
Krypbeständigt stålsmide
Kvaliteter som P91 (9Cr-1Mo-V) och P92 används ofta i smidda ångsamlingsrör, ventilkroppar och turbinhus i kol- och gaskraftverk som arbetar vid temperaturer över 600°C. P91 smide är designade för att motstå krypning - den långsamma, tidsberoende deformationen under ihållande belastning vid hög temperatur - med en minsta krypbrottlivslängd på 100 000 timmar under driftsförhållanden. Deras krominnehåll ger också oxidationsbeständighet som vanligt kolstål inte kan matcha över 450°C.
Maraging Steels
Maråldrande stål innehåller 18 % nickel och mycket lågt kol, vilket härleder sin extrema styrka — Sträckgränser från 1400 till över 2400 MPa är möjliga — från utfällning av intermetalliska föreningar under åldrande värmebehandling. Smidda maråldrade stålkomponenter används i flygraketmotorhus, flygplansstopputrustning och ultrahöghållfasta verktyg. Trots sin styrka förblir de ganska sega och kan bearbetas innan de åldras medan de fortfarande är i ett relativt mjukt tillstånd.
Hur stålsmideprocessen påverkar materialegenskaper efter ståltyp
Smidesprocessen i sig - oavsett om den är öppen, stängd, ringvalsning eller isotermisk smide - interagerar olika med varje ståltyp. Att förstå dessa interaktioner hjälper till att förklara varför materialval och processval inte kan separeras.
I slutet formstålsmide appliceras höga deformationskrafter på ett begränsat ämne, vilket ger nästan nätformade delar med ett kontinuerligt kornflöde som följer komponentens geometri. Detta spannmålsflöde är ansvarigt för utmattnings- och slagtålighetsfördelen som smidesgods håller över bearbetat stångmaterial eller gjutgods. En vevstång bearbetad av stångmaterial avbryter spannmålsflödet vid varje bearbetad yta; en smidd vevstake upprätthåller obruten kornkontinuitet från ände till ände.
Smidestemperaturområdet varierar avsevärt mellan ståltyper:
- Kol och låglegerade stål: typiskt 1100°C – 1250°C för varmsmidning
- Rostfria stål (austenitiska): 1100°C – 1200°C, med långsammare kylning för att undvika sensibilisering
- Verktygsstål: 1010°C – 1150°C med obligatorisk långsam kylning i ugn eller isoleringsmedium
- Maråldrat stål: 1100°C – 1200°C, åldrat efter smide vid 480°C i 3–6 timmar
- Duplex rostfritt: 1100°C – 1180°C, följt av vattensläckning för att upprätthålla fasbalans
Varmsmidning – utförd mellan cirka 650 °C och 950 °C – vinner dragkraft för medelstora kolstål och mikrolegerade kvaliteter där snävare dimensionstoleranser krävs än varmsmidning kan uppnå, utan de hårda presskraftskraven från kallsmidning. Kallsmidning av stål, typiskt reserverad för låga kolhalter, uppnår bästa ytfinish och dimensionell precision men kräver avsevärt högre smidestryck.
Att välja rätt stålsmideskvalitet: ett praktiskt ramverk
Att välja rätt smidesstål kräver en balansering av flera konkurrerande faktorer. Ingen enskild klass optimerar alla egenskaper samtidigt. Följande ramverk fångar de beslutsvariabler som är mest relevanta för industriella tillämpningar:
- Mekaniska krav: Definiera lägsta sträckgräns, hårdhet, slagenergi (Charpy-värden) och utmattningslivslängd. Detta minskar kategorin omedelbart — om du behöver 1200 MPa sträckgräns, elimineras kolstål; om 400 MPa är tillräckligt är legerat stål en onödig kostnad.
- Miljöexponering: Kloridmiljöer eliminerar de flesta kol- och låglegerade stål om de inte är belagda. Förhöjd driftstemperatur utesluter kolstål över cirka 400°C och kräver krombärande krypbeständiga kvaliteter.
- Sektionsstorlek och härdbarhet: Smide med stora tvärsnitt (över 100 mm diameter) i kritisk drift behöver legerade stålsorter med tillräcklig härdbarhet för att uppnå enhetliga egenskaper genom sektionen. Kolstål kommer att ha en hård låda och mjuk kärna i tjocka sektioner.
- Bearbetningsbarhet och nedströms bearbetning: Om omfattande bearbetning följer efter smide, minskar kvaliteter med tillsatt svavel för fribearbetningsegenskaper cykeltiden, dock med viss uppoffring av tvärsegheten.
- Volym och kostnad: För mycket höga produktionsvolymer erbjuder mikrolegerade kvaliteter som eliminerar värmebehandling efter smide betydande kostnadsminskningar. För små partier av specialdelar är värmebehandlingskostnaden en mindre del av den totala delkostnaden, så högpresterande legeringskvaliteter är mer genomförbara.
I praktiken följer de flesta ingenjörer tillämpliga designkoder som ASME, EN 10250 eller ASTM A668 som anger tillåtna material för specifika tjänstekategorier. Dessa koder begränsar urvalet till en kort lista över kvalificerade stålsmideskvaliteter som har validerats för relevanta serviceförhållanden genom årtionden av fälterfarenhet och standardiserade tester.
Branschspecifik användning av stålsmide
Olika sektorer har konvergerat på föredragna stålsmidematerial baserat på årtionden av prestandadata och regulatoriska krav. Att förstå dessa branschnormer ger en praktisk utgångspunkt för specifikationsarbete.
Bilsmide stål
Fordonssektorn förbrukar den största volymen stålsmide globalt. Vevaxlar i personbilar är till övervägande del smidda av mikrolegerade stål med medium kol (38MnVS6) eller 1045 härdningsstål. Vevaxlar för tunga lastbilar använder 4340 eller liknande nickel-krom-molybdenlegerade stål för sin överlägsna utmattningsprestanda vid högre specifika effekter. Vevstakar har skiftat avsevärt till frakturdelade konstruktioner med C70S6 högkolstål, vilket gör att locket kan brytas av efter smide och sedan sättas ihop med extraordinär precision — eliminerar bearbetningsoperationer och minskar produktionskostnaden för vevstång med cirka 15–20 % jämfört med traditionell fräsning och slipning.
Smide av olja och gas
Sura servicemiljöer – där svavelväte förekommer – ställer särskilt höga krav på smidesstål. NACE MR0175/ISO 15156 reglerar materialval för sur service, och den begränsar hårdheten till max 22 HRC för de flesta kol- och låglegerade stål för att förhindra sulfidspänningssprickor. F22 (2,25Cr-1Mo) och F5 (5Cr-0,5Mo) är standardlegerade smideskvaliteter för ventilhus och flänsar i högtemperatur-, högtrycksbrunnshuvud- och rörledningsapplikationer.
Aerospace stålsmide
Landställskomponenter är bland de mest strukturellt krävande stålsmiderna som tillverkas. 300M stål (en modifierad 4340 med kisel- och vanadintillsatser) är det dominerande landningsställsmaterialet, som uppnår en draghållfasthet på 1930 MPa eller högre. AerMet 100 och andra ultrahöghållfasta stål pressar draghållfastheten över 1965 MPa samtidigt som de förbättrar brottsegheten jämfört med tidigare höghållfasta kvaliteter. Varje flygsmide är föremål för 100 % ultraljudstestning och ofta magnetisk partikelinspektion, med spårbarhet till smältvärme och smidesparti krävs.
Kraftproduktion och kärnsmide
Stora turbinrotorsmider väger mellan 5 och 200 ton och tillverkas av låglegerade stål som 26NiCrMoV11-5 eller 30CrMoNiV5-11. Dessa smidesverk kräver noggrant kontrollerade svavel- och fosfornivåer (typiskt under 0,005 % vardera) för att säkerställa hög slagseghet vid turbinens driftstemperatur. Smide av tryckkärl i kärnreaktorer använder A508 Grade 3 (motsvarande 20MnMoNi4-5 i europeiska standarder), en kvalitet med en lång regulatorisk valideringshistorik och omfattande Charpy- och brottseghetsdokumentation som krävs av kärnsäkerhetskoder.
Kvalitetsstandarder och tester för stålsmide
Oavsett stålsmideskvalitet följer kvalitetssäkringen ett konsekvent mönster som styrs av internationella standarder. De mest refererade standarderna för smidesstål inkluderar ASTM A668 (allmänt legerat stålsmide), ASTM A182 (flänsar och beslag av legerat stål), EN 10250 (öppet stålsmide för allmän konstruktion) och API 6A (brunnhuvud och julgransutrustning).
Standardkvalitetskontroller för smidda stålkomponenter inkluderar:
- Mekanisk provning: Draghållning, eftergivenhet, förlängning, minskning av arean och Charpy-påverkan (vid specificerade temperaturer ner till -196°C i vissa kryogena tillämpningar)
- Hårdhetsverifiering: Brinell-hårdhet (HBW) kontrollerad på representativa tvärsnitt, och ibland går hårdheten över för att bekräfta genomhärdning
- Ultraljudstestning (UT): 100 % volymetrisk inspektion för underjordiska defekter, med acceptanskriterier hänvisade till motsvarande flatbottnade hålstorlekar som vanligtvis sträcker sig från FBH 2 mm till FBH 6 mm beroende på specifikationen
- Verifiering av kemisk sammansättning: Skänk och produktanalys för att bekräfta överensstämmelse med kvalitet, ofta med strängare gränser för restämnen än vad basstandarden kräver
- Makro- och mikroundersökning: Tvärsnittsetsning för att avslöja kornflöde, segregation och inre sundhet; metallografisk undersökning för bekräftelse av kornstorlek och mikrostruktur
Smide som misslyckas med ultraljudstestning efter värmebehandling måste skrotas eller omarbetas - det finns inget reparationsalternativ för inre defekter i ett fast smide. Detta gör valet av rena, vakuumavgasade stålämnen och noggrann processkontroll under smide avgörande för att uppnå acceptabla utbyten, särskilt i stora smide av legerat stål för energi- och försvarstillämpningar.