Legerat stål är betydligt starkare än vanligt kolstål. Beroende på kvalitet och värmebehandlingstillstånd varierar draghållfastheten i legerat stål från 600 MPa till över 1900 MPa , med sträckgränser från cirka 415 MPa upp till 1600 MPa eller högre. När de tillverkas som smide av legerat stål, förstärks dessa värden ytterligare av den kornförfining och den riktade fiberstrukturen som smidesprocessen skapar – vilket vanligtvis ger 10–30 % bättre utmattningshållfasthet jämfört med samma legering i gjuten eller valsad form.
Ordet "legerat stål" täcker en bred familj av stål. Det som förenar dem är den avsiktliga tillsatsen av legeringselement - krom, molybden, nickel, vanadin, mangan, kisel eller kombinationer av dessa - på nivåer över vad standard kolstål innehåller. Varje tillsats tjänar ett specifikt syfte: krom ökar härdbarheten och korrosionsbeständigheten, molybden förbättrar hållfastheten vid hög temperatur och förhindrar försprödning, nickel förbättrar segheten vid låga temperaturer och vanadin förfinar kornstorleken samtidigt som den ökar slitstyrkan. Den kombinerade effekten är ett material som överträffar kolstål i nästan alla mekaniska kategorier, till priset av högre råvarupriser och mer krävande värmebehandlingskrav.
Styrketal för legerat stål: Vad data faktiskt visar
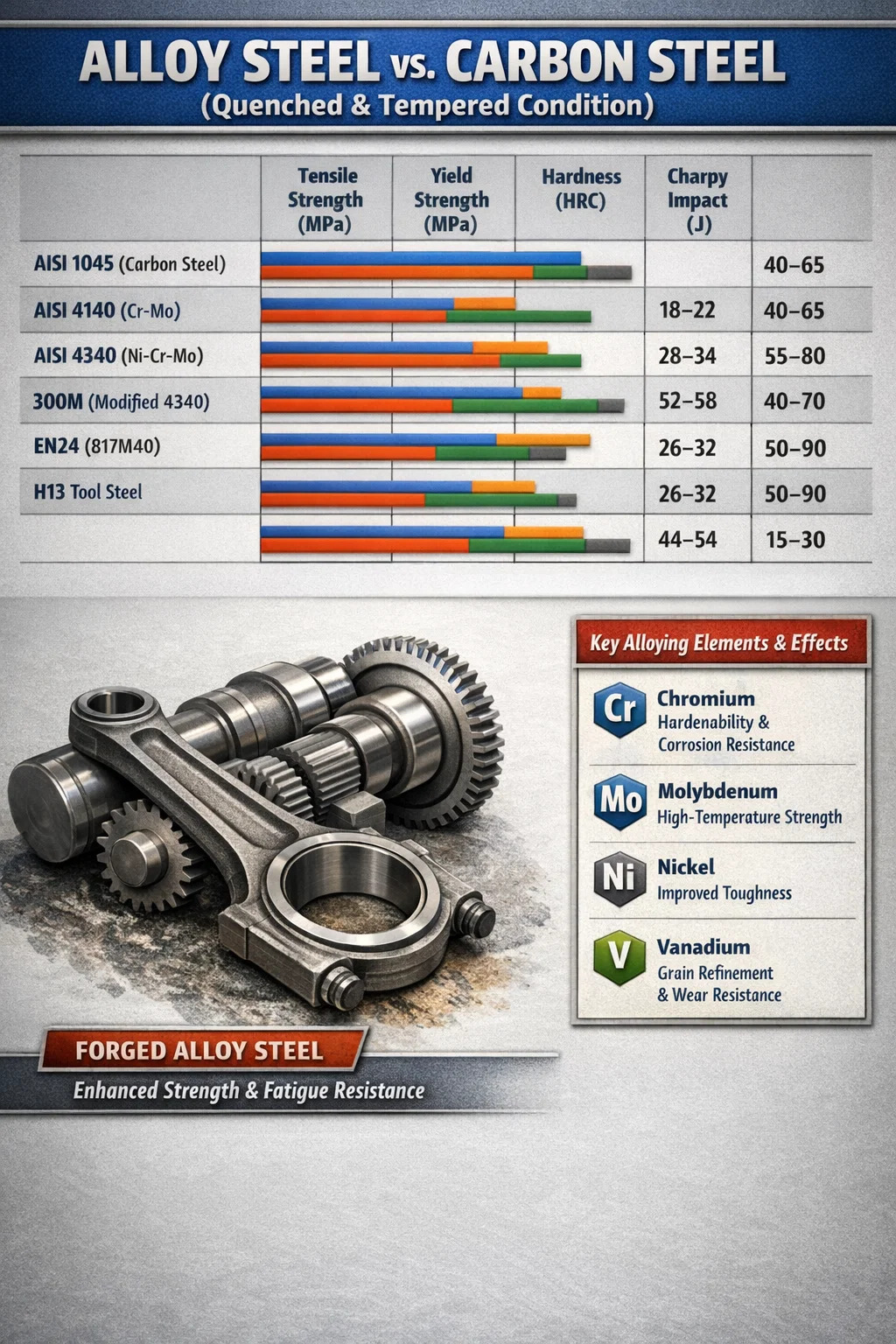
Mekaniska egenskaper för legerat stål varierar avsevärt beroende på kvalitet, sektionsstorlek och värmebehandlingsförhållanden. Tabellen nedan jämför flera allmänt använda legerade stålkvaliteter i deras typiska värmebehandlade förhållanden tillsammans med ett referenskolstål för sammanhang.
| Betyg | Draghållfasthet (MPa) | Yield Strength (MPa) | Hårdhet (HRC) | Charpy Impact (J) |
|---|---|---|---|---|
| AISI 1045 (kolstål, Q&T) | 570–700 | 380–520 | 18–22 | 40–65 |
| AISI 4140 (Cr-Mo, Q&T) | 900–1100 | 655–965 | 28–34 | 55–80 |
| AISI 4340 (Ni-Cr-Mo, Q&T) | 1100–1450 | 980–1380 | 35–44 | 40–70 |
| 300M (modifierad 4340) | 1930–2000 | 1585–1655 | 52–58 | 34–54 |
| EN24 (817M40, Ni-Cr-Mo) | 850–1000 | 700–850 | 26–32 | 50–90 |
| H13 verktygsstål (varmt arbete) | 1200–1600 | 1000–1380 | 44–54 | 15–30 |
Dessa siffror är för standardtvärsnitt av stång eller smide under 100 mm. Större sektioner kommer att visa lägre egenskaper eftersom härdbarheten begränsar hur likformigt mikrostrukturen utvecklas genom tjockt material - en faktor som är särskilt uttalad i kolstål och mindre allvarlig i höglegerade kvaliteter som 4340.
Varför Smide av legerat stål Är starkare än gjutet eller valsat legerat stål
Smidesprocessen gör något som varken gjutning eller valsning replikerar helt: den tvingar stålet genom kontrollerad plastisk deformation medan det är varmt, vilket stänger inre porositet, förfinar kornstorleken och skapar ett kontinuerligt kornflöde som följer den färdiga delens geometri. I smide av legerat stål ger denna kombination mekaniska egenskaper som överstiger vad samma legering uppnår i andra produktformer.
Den praktiska skillnaden är mätbar. Publicerade jämförelser mellan smidet och gjutet 4340 legerat stål visar att den smidda versionen vanligtvis uppnår:
- 20–30 % högre utmattningshållfasthet vid cyklisk belastning
- 15–25 % bättre slaghållfasthet (Charpy absorberad energi)
- Förbättrad duktilitet och minskning av arean vid dragprovning
- Större överensstämmelse mellan provbitar tagna från olika platser inom samma del
Kornflödesfördelen är särskilt betydande för komponenter under växelvis eller stötbelastning. En vevstång eller vevaxel av smidd legerat stål har ett oavbrutet kornflöde genom kälradierna - precis där utmattningssprickor uppstår. En gjuten ekvivalent har slumpmässig kornorientering på de kritiska platserna, vilket är anledningen till att bil- och flygingenjörer specificerar smide av legerat stål snarare än gjutgods för högcykelutmattningstillämpningar.
Smide av slutna formlegerade stål uppfyller eller överskrider konsekvent de mekaniska egenskaperna som specificeras i ASTM A668, EN 10250 och AMS standarder, medan gjutgods med nominellt identiska sammansättningar ofta kräver nedgradering av kvalitet eller säkerhetsfaktorjusteringar för att hålla sig inom designgränserna.
Legeringselementens roll i legerat ståls hållfasthet
Varje legeringselement i stål påverkar styrkan genom distinkta metallurgiska mekanismer. Att förstå dessa mekanismer förklarar varför vissa legeringskombinationer används för specifika hållfasthetsmål.
Krom (Cr)
Krom tillsätts legerat stål i koncentrationer från 0,5 % till 18 % (det övre området är rostfritt stål). I konstruktions- och smideslegerade stål ökar 0,5–1,5 % krom avsevärt härdbarheten – vilket innebär att stålet kan genomhärdas i större sektionsstorlekar efter härdning. Den bildar även stabila karbider som förbättrar slitstyrkan och höjer stålets härdningsmotstånd, vilket är avgörande när smidet ska härdas vid högre temperaturer för att klara seghetskraven utan att förlora för mycket hållfasthet.
Molybden (Mo)
Molybden är ett av de mest effektiva härdbarhetsmedlen per tillsatt viktenhet. Även 0,15–0,30 % Mo producerar en betydande förändring i TTT-diagrammet (tid-temperatur-transformation), vilket tillåter långsammare kylningshastigheter för att fortfarande uppnå full martensitomvandling i smide av stora legerade stål. Molybden dämpar också försprödning av anlöpningen – en form av försvagning av korngränserna som påverkar Ni-Cr-stål som härdat i intervallet 375–575°C – vilket gör Mo-lagerkvaliteter som 4140 och 4340 mer tillförlitliga för applikationer med tunga sektioner.
Nickel (Ni)
Nickel ökar segheten över ett brett temperaturområde, inklusive minusgrader där de flesta kolstål och låglegerade stål blir spröda. Övergången från seg till spröd fraktur (DBTT) för ett 9% nickelstål kan skjutas under -196°C, varför nickellegerade stål är specificerade för kryogena tryckkärl och LNG-lagring. Vid 1,8 % Ni-nivån som återfinns i 4340 är den främsta fördelen förbättrad brottseghet utan att offra sträckgränsen - en kombination som gör 4340 legerat stålsmide till ett standardval för flygplanslandningsställ, ammunition och högpresterande drivlinakomponenter.
Vanadin (V)
Vanadin är en stark spannmålsraffinör och karbidbildare. I koncentrationer så låga som 0,05–0,15 % fäster den austenitkorngränser under uppvärmning, vilket ger en finare kornstorlek efter värmebehandling. Finare korn betyder högre sträckgräns (Hall-Petch-förhållande) och förbättrad seghet samtidigt - en sällsynt kombination. Vanadin är centralt för konstruktionen av mikrolegerade smidesstål (såsom 38MnVS6) där det ger fällningshärdning under kontrollerad kylning, vilket gör att legeringen kan uppfylla hållfasthetskraven utan en separat härdnings- och härdningscykel.
Mangan (Mn)
Mangan finns i alla legerade stål men förhöjt över kolstålbaslinjen (typiskt 0,6–1,8 % Mn i legeringskvaliteter) för att öka härdbarheten och draghållfastheten genom förstärkning av fast lösning. Den kombineras också med svavel för att bilda MnS-inneslutningar, vilket är fördelaktigt för bearbetbarheten. Mycket höga mangannivåer (över 12 %) skapar austenitiska stål som härdar extremt snabbt - en helt annan egenskapsprofil som används i slitplåtar och krossdelar snarare än smide av precisionslegerat stål.
Hur värmebehandling bestämmer slutlig hållfasthet i legerat stålsmide
Det smidda tillståndet är sällan det slutliga tillståndet för smide av legerat stål som används i konstruktionsservice. Värmebehandling efter smide styr den slutliga mikrostrukturen - och därmed balansen mellan styrka, hårdhet och seghet. Samma 4140-smide kan levereras med draghållfastheter från 700 MPa (glödgat) till över 1400 MPa (genomhärdat och anlöpt vid låg temperatur), helt beroende på den specificerade värmebehandlingen efter smide.
Släck och temperament (Q&T)
Detta är den vanligaste värmebehandlingen för smide av legerat stål. Smidet austenitiseras (vanligtvis vid 830–870°C för 4140, 800–845°C för 4340), härdas i olja eller vatten för att bilda martensit och härdas sedan vid en kontrollerad temperatur mellan 150°C och 650°C. Anlöpningstemperaturen är den primära variabeln som styr sluthållfastheten: anlöpning vid 200°C ger maximal hårdhet men dålig slagseghet; anlöpning vid 600°C offrar viss styrka men ger utmärkt seghet. En 4340 smide anlöpt vid 315°C uppnår ungefär 1650 MPa draghållfasthet; samma smide anlöpt vid 595°C sjunker till cirka 1000 MPa men ger slagenergivärden mer än tre gånger högre.
Normalisera och Temperera
Normalisering - luftkylning från austenitiseringstemperaturen snarare än släckning - ger en perlitisk eller bainitisk mikrostruktur med lägre hållfasthet än Q&T men mer enhetliga egenskaper över stora tvärsnitt. För mycket stora smide av legerat stål som turbinaxlar eller tryckkärlsflänsar där genomhärdning är fysiskt omöjlig, normalisera och anlöpa är standardvärmebehandlingen, vilket uppnår draghållfastheter i intervallet 700–900 MPa för kvaliteter som 4140 i tunga sektioner.
Nederbördshärdning och åldrande
Vissa legerade stål – särskilt maråldrat stål och utfällningshärdande rostfria kvaliteter – uppnår sin extraordinära styrka inte genom martensitbildning utan genom utfällning av fina intermetalliska föreningar under en kontrollerad åldringsbehandling vid 480–510°C. Maraging 350 legerat stålsmide kan nå sträckgränser på 2400 MPa genom denna mekanism, vilket fortfarande är det högsta hållfasthetsintervallet som kan uppnås i alla stålprodukter som tillverkas i kommersiell skala och används i strukturella applikationer.
Styrka av legerat stål kontra andra material: Direkta jämförelser
Att placera legerat ståls styrka i ett sammanhang mot andra konstruktionsmaterial hjälper till att förklara varför det fortfarande är det dominerande valet i krävande smidestillämpningar trots tillgången på titanlegeringar, aluminiumlegeringar och avancerade kompositer.
| Material | Draghållfasthet (MPa) | Yield Strength (MPa) | Densitet (g/cm³) | Specifik styrka (MPa·cm³/g) |
|---|---|---|---|---|
| Legerat stål 4340 (Q&T) | 1100–1450 | 980–1380 | 7.85 | 140–185 |
| Kolstål 1045 (Q&T) | 570–700 | 380–520 | 7.85 | 73–89 |
| Titan Ti-6Al-4V (smidd) | 930–1170 | 880–1100 | 4.43 | 210–264 |
| Aluminium 7075-T6 (smidd) | 500–570 | 430–500 | 2.81 | 178–203 |
| Grått gjutjärn | 170–250 | N/A (brött) | 7.20 | 24–35 |
På absolut hållfasthetsbasis är smide av legerat stål konkurrenskraftiga med titan och överträffar vida aluminium och gjutjärn. På en specifik hållfasthetsbasis (hållfasthet per viktenhet) överträffar titan och höghållfast aluminium legerat stål, vilket är anledningen till att flygindustrin använder titan där vikten är den primära drivkraften. Men Smide av legerat stål erbjuder en kostnad-per-enhet-hållfasthetsfördel som titan inte kan matcha i skala , och deras högre elasticitetsmodul (200 GPa mot 114 GPa för titan) betyder mindre nedböjning under belastning - kritiskt för precisionsmaskineri, växlar och alla tillämpningar där dimensionsstabilitet under påfrestning har betydelse.
Sektionsstorlekseffekter på smideshållfasthet i legerat stål
En av de mest praktiskt viktiga och underskattade aspekterna av legerat ståls hållfasthet är hur det försämras med ökande sektionsstorlek. Härdbarhet — förmågan hos ett stål att härdas till full martensit genom hela dess tvärsnitt — bestämmer hur mycket av den teoretiska maximala hållfastheten som faktiskt kan uppnås i en verklig komponent.
Kolstål 1045 har mycket begränsad härdbarhet. I en stång med 25 mm diameter ger härdning i vatten en nästan helt martensitisk mikrostruktur och nära maximal styrka. I en stång med 100 mm diameter svalnar kärnan alldeles för långsamt för att omvandlas till martensit, kvarstår som grov perlit med draghållfasthet 30–40 % lägre än ytan. Med en diameter på 200 mm kan även ytan på en 1045 bar vara ofullständigt härdad.
4140 legerat stål med dess krom- och molybdentillsatser bibehåller avsevärt bättre härdbarhet. Genomhärdning till likformig martensit kan uppnås till cirka 75 mm diameter i oljekylning. 4340, med dess tillsatta nickelhalt, förlänger detta till 100 mm eller mer vid oljesläckning. För smide av legerat stål över 200 mm i kritiskt tvärsnitt krävs kvaliteter speciellt utformade för stora sektioner - såsom 26NiCrMoV14-5 eller 34CrNiMo6 - för att säkerställa att minimikraven för sträckgräns uppfylls i hela sektionen, inte bara nära ytan.
Det är därför stora smidesstål för turbinrotorer, tunga vevaxlar eller reaktortryckkärl använder andra materialkvaliteter än mindre komponenter: legeringen måste vara tillräcklig för att överföra genomhärdningsegenskaper till mittlinjen av ett smide som kan vara 500 mm eller mer i diameter.
Utmattningshållfasthet hos legerat stålsmide: den cykliska belastningsverkligheten
Statisk drag- och sträckgräns är inte de enda måtten som har betydelse. De flesta strukturella fel i drift uppstår inte från en enda överbelastning utan från utmattning - den progressiva tillväxten av sprickor under upprepade cykliska belastningar långt under den statiska flytgränsen. Det är här smide av legerat stål visar fördelar som enkla draghållfasthetstal inte fångar.
Utmattningshållfasthet (spänningsamplituden som ett material kan uthärda i 10⁷ cykler utan brott) följer ett allmänt samband med draghållfasthet för stål upp till cirka 1400 MPa drag: utmattningsgränsen är ungefär 0,45–0,50 gånger draghållfastheten. Detta innebär att ett 4140 legerat stålsmide med 1000 MPa draghållfasthet har en uthållighetsgräns på cirka 450–500 MPa - ungefär dubbelt så mycket som ett 1045 kolstålsmide vid 600 MPa drag.
Över 1400 MPa draghållfasthet bryts detta enkla förhållande. Smide av höghållfast legerat stål blir allt känsligare för ytfinish, kvarvarande spänningar och mikrostrukturell renhet. Ett 4340-smide vid 1600 MPa med en bearbetad ytfinish har en mycket lägre faktisk utmattningsgräns än ett polerat prov, eftersom ytrepor fungerar som spänningskoncentratorer. Detta är anledningen till att högpresterande smide av legerat stål för flyg- och motorsport kulblästras efter bearbetning - det återstående tryckskiktet som induceras av kulblästring kan öka utmattningslivslängden med en faktor på 2–4 under representativa belastningsförhållanden.
Kombinationen av kontrollerad smidesövning, finkornig värmebehandling och ytblästring kan höja den effektiva utmattningshållfastheten hos ett 4340-legerat stålsmide till 700–800 MPa — ett värde som driver fordons- och flygindustrins preferens för smidda komponenter framför maskinbearbetade ämnen, där kornflödet är godtyckligt och yttrycksskikt saknas.
Nyckellegerade stålsmideskvaliteter och deras hållfasthetsprofiler
Att förstå den praktiska hållfastheten hos de vanligast specificerade smideskvaliteterna av legerat stål ger ingenjörer en fungerande referens för initialt materialval.
AISI 4140: Den allmänna arbetshästen
4140 (0,38–0,43 % C, 0,8–1,1 % Cr, 0,15–0,25 % Mo) är den mest använda smideskvaliteten av legerat stål i allmänna industri- och olje- och gastillämpningar. I Q&T-tillståndet ger den 900–1100 MPa draghållfasthet med tillräcklig seghet för de flesta mekaniska applikationer. Det är standardmaterialet för borrkragar, verktygsskarvar, kopplingshylsor, flänsar och medelstarka axlar. Dess utmärkta bearbetbarhet i förhärdat tillstånd (28–34 HRC) gör den praktisk för butiker som saknar värmebehandlingskapacitet efter bearbetning.
AISI 4340: Höghållfasta strukturella applikationer
4340 (0,38–0,43 % C, 1,65–2,00 % Ni, 0,70–0,90 % Cr, 0,20–0,30 % Mo) upptar steget över 4140 i styrka och seghet. Nickeltillsatsen är nyckeln: den utökar härdbarheten till större sektioner och förbättrar dramatiskt segheten vid låg temperatur. 4340 legerat stålsmide är standardmaterialet för landningsställ för flygplan (vanligtvis vid 1930 MPa dragstyrka per MIL-S-5000), kraftiga vevaxlar i stora dieselmotorer och högpresterande axelaxlar. Dess djupa härdbarhet gör den till den lägsta acceptabla kvaliteten för smidda delar över 75 mm tvärsnitt där fullständiga mekaniska egenskaper krävs genomgående.
300M: Aerospace Ultra-High Strength
300M är väsentligen 4340 modifierad med 1,45–1,80 % kisel och 0,05–0,10 % vanadin. Kiseltillsatsen fördröjer uppmjukningen av martensit under anlöpning, vilket gör att stålet kan nå draghållfastheter över 1930 MPa samtidigt som brottseghetsvärdena över 60 MPa√m bibehålls - en kombination som 4340 inte kan uppnå på samma hållfasthetsnivå. Nästan varje landningsställsaxel för kommersiella och militära flygplan som tillverkats sedan 1960-talet har varit ett 300M legerat stålsmide. Dess utmattnings- och brottseghetsegenskaper i den säkerhetskritiska applikationen har gjort den praktiskt taget oersättlig trots årtionden av konkurrerande materialutveckling.
EN36 och EN39: Fallhärdande legeringsstål
Dessa nickel-kromförkolningskvaliteter används för smide av legerat stål där en mycket hård, slitstark yta (60–64 HRC) måste samexistera med en seg, slagtålig kärna. Efter smide, uppkolning eller karbonitrering tillför kol till ett djup av 0,5–2,0 mm vid ytan. Resultatet är en komponent som absorberar stötbelastningar genom den tuffa kärnan samtidigt som den motstår kontaktutmattning och slitage på ytan - den exakta kombinationen som krävs av tunga växlar, kamaxlar och splinesaxlar i kraftöverföring och gruvutrustning.
H13 och H11: Smidesverktyg av stål
H13 (5 % Cr, 1,5 % Mo, 1 % V) är den globala standarden för verktyg för hett arbete. När den produceras som smide snarare än stång, drar H13 fördel av samma kornflödes- och densitetsfördelar som beskrivs för konstruktionslegerade stål. Smidda H13 stansinsatser för pressgjutning av aluminium uppnår livslängden 20–40 % längre än bearbetade från stångalternativ i dokumenterade produktionsjämförelser, helt enkelt för att smidet stänger mikroporositeten och anpassar hårdmetallfördelningen mer fördelaktigt. H13-hårdheten under drift är typiskt 44–50 HRC, vilket ger en tryckhållfasthet över 1600 MPa vid rumstemperatur, bibehållen över 600 MPa vid 600°C.
Testa och verifiera hållfasthet för smide av legerat stål
Hållfasthetskrav för smide av legerat stål accepteras inte enbart på basis av materialcertifikat i de flesta kritiska tillämpningar. Fysisk testning av testkuponger tagna från tillverkningssmide - eller från representativa förlängningar som är fästa vid smide - krävs enligt de flesta upphandlingsstandarder.
Standardkvalificeringstester för smide av legerat stål inkluderar:
- Dragprov i rumstemperatur: Mäter maximal draghållfasthet, 0,2 % hållfasthet, töjningsprocent och areaminskning. Dessa fyra värden karakteriserar helt den statiska mekaniska responsen.
- Charpy V-notch slagtest: Leds vid specificerad temperatur (ofta 0°C, -20°C eller -40°C beroende på applikation), detta mäter absorberad energi i joule och bekräftar att materialet inte fungerar i sin spröda övergångszon.
- Brinell eller Rockwell hårdhet: En snabb, oförstörande proxy för draghållfasthet (1 HBW ≈ 3,5 MPa draghållfasthet för stål) som används för att screena smide före destruktiv testning och för att verifiera värmebehandlingens enhetlighet över en batch.
- Ultraljudstestning (UT): Volumetrisk inspektion för att upptäcka interna defekter som skulle minska effektivt lastbärande tvärsnitt. Acceptansnivåer enligt ASTM A388 eller EN 10228-3 definierar den maximalt tillåtna indikeringsstorleken.
- Brottseghet (K₁c): Krävs för flyg- och kärnlegerat stålsmide. Mäter spänningsintensitetsfaktorn vid vilken en spricka kommer att fortplanta sig instabilt, uttryckt i MPa√m. 4340 vid 1380 MPa draghållfasthet uppnår typiskt K₁c på 50–60 MPa√m; 300M på samma hållfasthetsnivå uppnår 65–80 MPa√m på grund av kiselmodifieringen.
I olje- och gastillämpningar som regleras av NACE MR0175 är hårdhetstestning inte bara en kvalitetskontroll – det är en säkerhetsverifiering, eftersom all smide av legerat stål som överstiger 22 HRC (ungefär 760 MPa draghållfasthet) är förbjudet i sura servicemiljöer på grund av risk för sulfidspänningssprickbildning. Detta är ett av de fall där den maximalt tillåtna hållfastheten är lägre än vad materialet klarar av, drivet av miljösprickor snarare än mekaniska belastningsgränser.
Real-World Strength Performance: Smide av legerat stål i bruk
Laboratoriemekaniska egenskaper visar vad legerat stålsmide kan uppnå under kontrollerade förhållanden. Det som händer inom fälttjänsten berättar ofta en mer komplett historia om kombinationen av styrka, utmattningsbeständighet och seghet som gör smide av legerat stål till det dominerande valet i industrier med hög efterfrågan.
I drivlinor för kommersiella fordon samlar vevaxlar av smidd legerat stål rutinmässigt 800 000 km eller mer av drift utan utmattningsfel när de tillverkas enligt specifikation. Samma vevaxelgeometri tillverkad av nodulärt gjutjärn – ett vanligt kostnadsreducerande utbyte – visar utmattningsfel vid en tredjedel till hälften av körsträckan under motsvarande förhållanden, vilket är anledningen till att alla OEM-tillverkare av tunga lastbilar fortsätter att specificera legerat stålsmide för vevaxlar trots de högre materialkostnaderna.
Inom olje- och gassektorn arbetar 4140-legerade borrkragsmider under kombinerade torsions-, böj- och axiella belastningar i bottenhålsenheter och cyklar miljontals gånger under en brunns livslängd. Den dokumenterade felfrekvensen för borrkrage för korrekt värmebehandlat 4140-smide som uppfyller API Spec 7-1-kraven är extremt låg - och majoriteten av fel som inträffar beror på felaktig värmebehandling, korrosionsskador eller hanteringsskador snarare än inneboende materialsvaghet.
Inom kraftgenereringssektorn har stora låglegerade stålrotorsmider för ångturbiner - vanligtvis 25–100 ton - visat en livslängd som överstiger 40 år under kontinuerlig cyklisk termisk och mekanisk belastning i baslastkraftverk. Prestandarekordet är en direkt följd av den snäva sammansättningskontroll, vakuumavgasning och omfattande mekaniska tester som stora smidesstål genomgår innan de lämnar smidesanläggningen. Ingen annan tillverkningsväg för rotorer av den storleken och vikten har närmat sig samma tillförlitlighetsrekord.