Direkt svar: Formeln för beräkning av smideskostnad
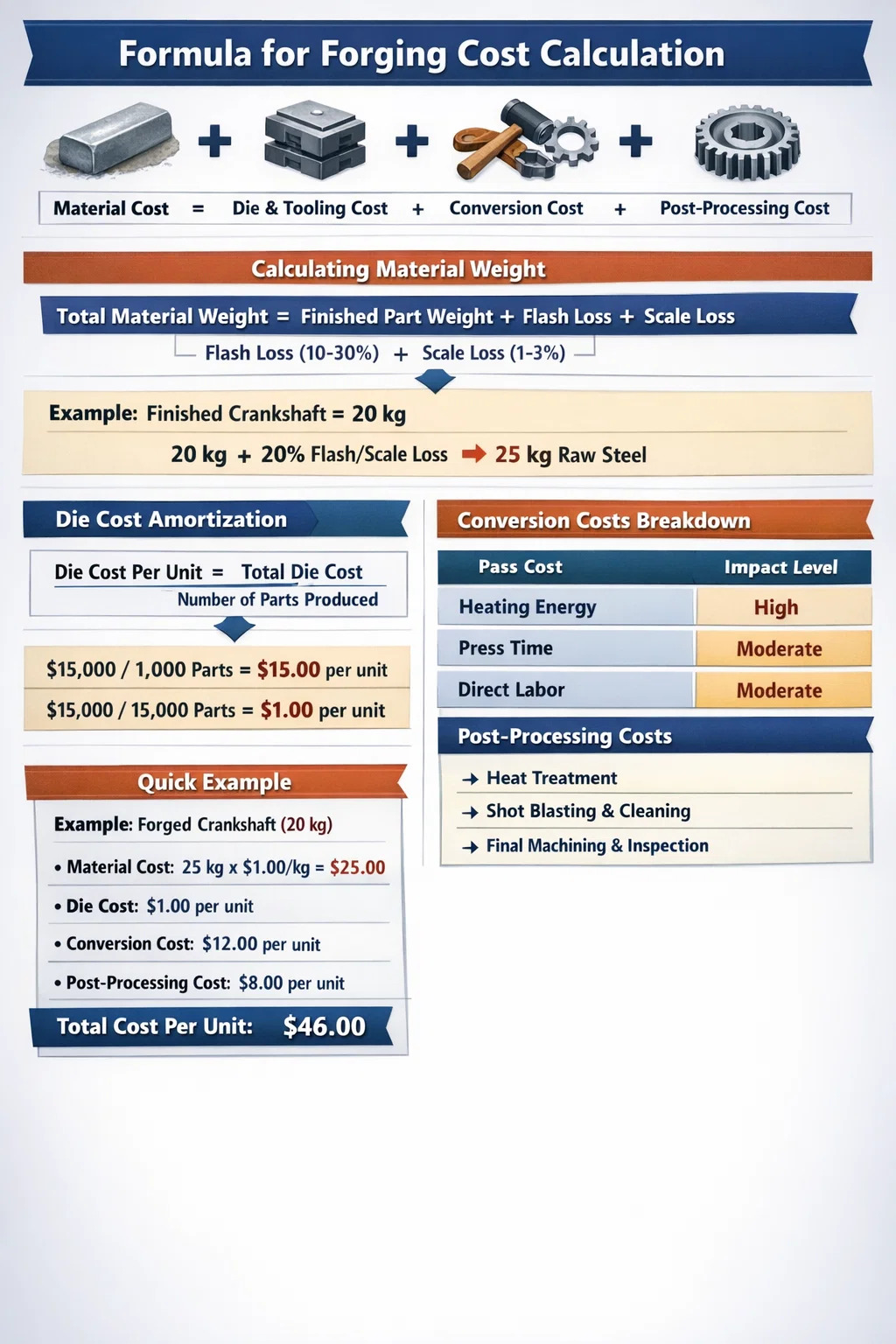
Beräknar den totala kostnaden för stålsmide innebär att summera fyra primära pelare: Materialkostnad (nettovikt plus blixtförlust), Verktygs-/verktygskostnader (skrivs av under produktionsperioden), Konverteringskostnad (energi, arbetskraft och maskinoverhead), och Efterbehandlingskostnader (värmebehandling och bearbetning). För en vanlig medelstor växel, står materialet vanligtvis för 40 % till 50 % av det totala enhetspriset, medan verktyg är den största variabeln i förskott.
Råmaterialkostnader och avkastningseffektivitet
Utgångspunkten för varje uppskattning är vikten av råämnet. In stålsmide , du måste betala för mer metall än vad den färdiga delen faktiskt väger. Detta beror på "blixt" - den överflödiga metallen som pressas ut ur formen för att säkerställa att kaviteten är helt fylld.
Beräkna materialvikt
Total materialvikt = Färdig del Vikt Flash Loss Vågförlust. Beläggningsförlust uppstår under uppvärmning när stålets yta oxiderar; detta brukar stå för 1 % till 3 % av den totala vikten . Blixtförlust kan variera från 10 % för enkla former till så mycket som 30 % för tunna, komplexa geometrier.
- Exempel: Om en färdig vevaxel väger 20 kg och har 20 % avslag/skalförlust måste du köpa 25 kg råstål .
- Aktuell marknadspris: Multiplicerat med priset per kg för den specifika kvaliteten (t.ex. 1045 kolstål vs. 4140 legerat stål).
Matris och verktygsavskrivning
Smidesformar är dyra eftersom de är gjorda av höghållfasta verktygsstål (som H13) som är precisionsbearbetade och värmebehandlade. Detta är en "sunk cost" som måste räknas in i styckpriset.
För att beräkna detta, ta den totala kostnaden för formsatsen (t.ex. $15 000) och dividera den med den förväntade produktionsvolymen. Om du bara producerar 1 000 delar, lägger verktyget till 15,00 USD per enhet . Om du producerar 15 000 delar lägger det bara till 1,00 USD per enhet . Det är därför som beställningar med stora volymer är betydligt mer kostnadseffektiva för stålsmide .
Konverteringskostnads: Energy and Overhead
Detta syftar på själva "arbetet" med att omvandla råämnet till en smidd form. Den beräknas vanligtvis utifrån maskintid eller tonnagehastighet.
| Kostnadskomponent | Beskrivning | Effektnivå |
|---|---|---|
| Uppvärmningsenergi | Induktions- eller gasugnskraft | Hög (varierar efter vikt) |
| Hammer/Press Time | Timpris för smidesutrustningen | Måttlig (beror på stroke) |
| Direkt arbete | Löner för operatörer och trimmers | Måttlig |
Sekundär verksamhet och kvalitetskontroll
En smidd del blir sällan klar direkt efter att hammaren stannat. Smide skapar inre spänningar som måste hanteras och ytan kräver ofta förfining.
Värmebehandling
Normalisering, glödgning eller härdning och härdning är avgörande för Smide av legerat stål för att nå sin erforderliga hårdhet. Detta kan lägga till $0,20 till $1,00 per kg beroende på cykeltiden och ugnskraven.
Kulblästring och rengöring
För att få bort oxidationsskalet "blästras" delar med stålkorn. Detta är ett relativt billigt men nödvändigt steg för att säkerställa att delen är ren för inspektion eller slutbearbetning.
Betydelsen av komplexitetsfaktorn
Alla kilo är inte skapade lika. En enkel rund skiva är mycket billigare att smida än ett tunnväggigt hus med djupa håligheter. Delar med hög komplexitet kräver fler "slag" från hammaren, högre stansslitage och oftare trimningar, vilket allt driver upp konverteringskostnaden. Vid uppskattning tillämpar ingenjörer ofta en Komplexitetsmultiplikator (1,0 till 2,5) till baskonverteringsgraden för att ta hänsyn till dessa utmaningar.
Sammanfattande checklista för smidesuppskattningar
För att få ett korrekt pris, se till att du har beräknat följande:
- Billets vikt: Slutvikt 15-25% spill.
- Verktygets livslängd: Hur många delar kan formen göra innan den behöver skäras om?
- Genomströmningshastighet: Hur många bitar smids per timme?
- Besiktningskostnader: Krav på magnetiska partiklar eller ultraljudstestning.