Vad är stålsmide och hur fungerar processen
Stålsmide är en tillverkningsprocess där solida stålämnen eller stänger formas under tryckkraft - med hjälp av hammare, pressar eller stansar - för att producera delar med överlägsna mekaniska egenskaper jämfört med gjutna eller bearbetade alternativ. Resultatet är en kornstruktur som följer detaljens konturer och ger en draghållfasthet som vanligtvis är 20–40 % högre än motsvarande gjutna stålkomponenter. Om du behöver delar som hanterar utmattning, stötar eller cyklisk belastning - vevstakar, vevaxlar, flänsar, växlar - är smide vanligtvis den mest pålitliga vägen för att komma dit.
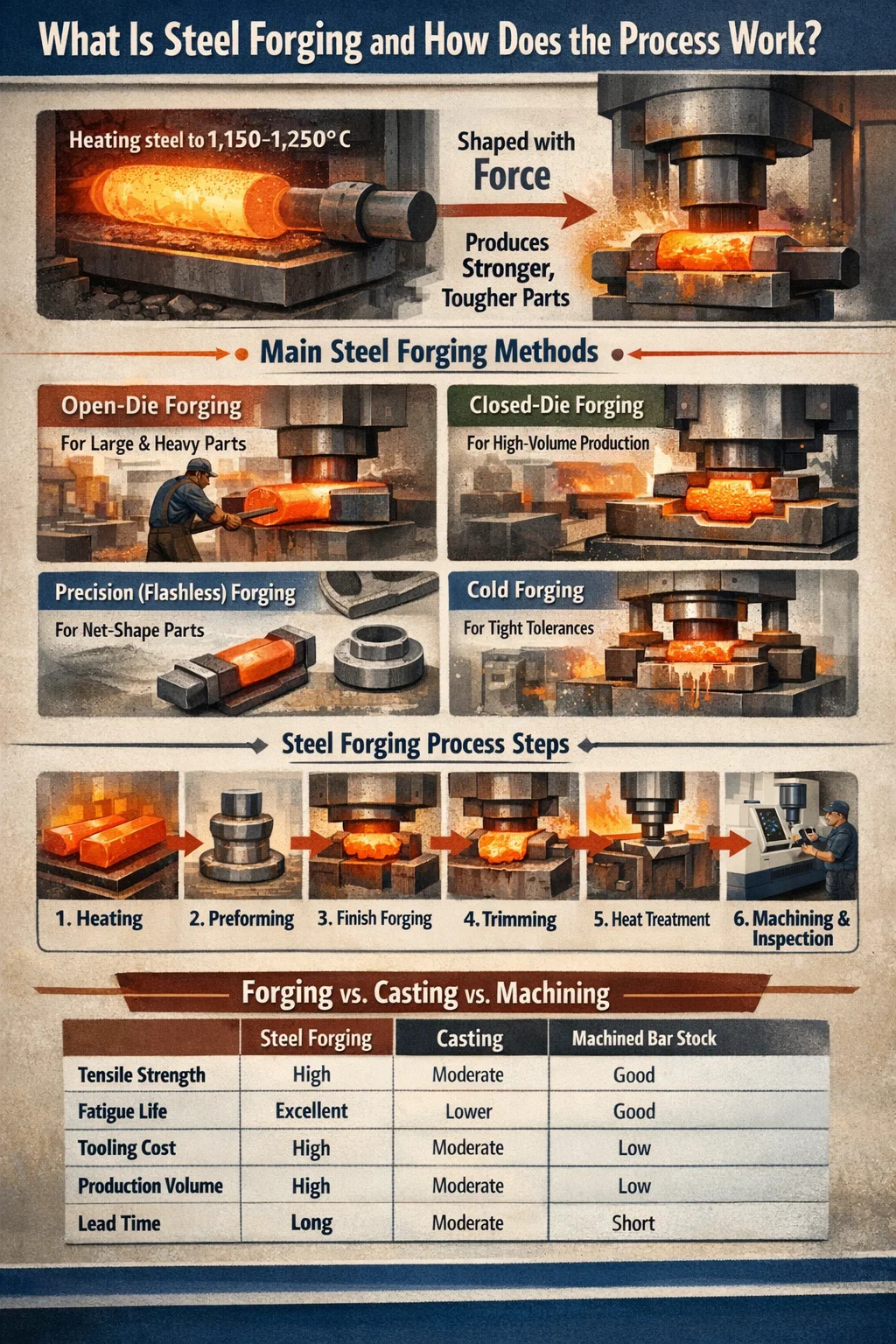
Kärnan innebär processen att värma stål till ett specifikt temperaturområde (vanligtvis mellan 1 100 °C och 1 250 °C för kol- och legeringsstål), och sedan applicera kraft för att plastiskt deformera materialet till önskad form. Den förhöjda temperaturen minskar flödesspänningen och förbättrar duktiliteten, vilket gör metallen lättare att forma utan att spricka. När den väl har svalnat genomgår den smidda delen värmebehandling, bearbetning och inspektion efter bearbetning före leverans.
Stålsmide är inte en enda teknik. Den är uppdelad i flera olika metoder, var och en lämpad för olika geometrier, volymer och toleranskrav. Att förstå hur varje metod fungerar - och var den kommer till korta - är utgångspunkten för alla ingenjörer eller köpare som försöker göra rätt anrop på ett smidesprojekt.
Huvudsmidemetoder för stål och när de ska användas
Varje stålsmidemetod producerar delar med olika dimensionstoleranser, ytförhållanden och verktygskostnader. Att välja felaktigt ökar kostnaden, förlänger ledtiderna eller resulterar i delar som behöver överdriven sekundär bearbetning.
Open-Die Forging
Öppen formsmidning (även kallad frismide eller smedsmide) använder platta eller enkelt formade formar som inte helt omsluter arbetsstycket. Stålet manipuleras mellan formarna genom en serie kompressioner, sträckningar och rotationer. Detta är metoden som används för stora axlar, cylindrar, ringar och göt - delar som kan väga allt från några kilogram till över 200 ton.
Smidning med öppen stans är det bästa valet när delstorleken överstiger kapaciteten hos slutna stansar, eller när produktionskvantiteterna är för små för att motivera dyra verktyg. Dimensionstoleranserna är bredare (vanligtvis ±3–6 mm), så betydande bearbetning förväntas efteråt. Stålkvaliteter som 4140, 4340 och 316 rostfritt bearbetas rutinmässigt på detta sätt för olja och gas, kraftproduktion och tung utrustningsindustri.
Closed-Die Forging (Impression-Die Forging)
Smide med sluten stans använder en matchad uppsättning stansar med ett hålrum bearbetat till den ungefärliga formen på den färdiga delen. Det uppvärmda ämnet placeras mellan formarna, och kraft appliceras tills stålet fyller hålrummet helt, med överskottsmaterial som flyter ut som blixt runt delningslinjen. Blixten trimmas senare av.
Denna metod ger snävare toleranser (vanligtvis ±0,5–1,5 mm beroende på detaljens komplexitet och storlek), bättre ytfinish och mer konsekvent geometri än arbete med öppen stans. Verktygskostnaderna är höga - en komplett uppsättning stansar för en del med medelkomplexitet kan kosta $15 000–80 000 $ eller mer - så smide med sluten form är ekonomiskt rimligt främst för medelstora till höga produktionsvolymer. Vevstakar för fordon, hjulnav och ventilhus är klassiska applikationer.
Blixtfri (precision) smide
Blixtfri smide eliminerar blixten genom att exakt kontrollera ämnesvolymen och formgeometrin så att materialet fyller hålrummet utan översvämning. Resultatet är en nätformad eller nästan nätformad del som kräver minimal eftersmidningsbearbetning. Toleranser så snäva som ±0,1–0,3 mm är möjliga.
Denna process kräver exakt förberedelse av ämnet och högre verktygsinvesteringar, men materialbesparingar på 10–20 % jämfört med konventionell gjutformssmide gör den attraktiv för storvolymproduktion av komplexa delar som växlar, koniska växlar och upphängningskomponenter.
Rullsmidning
Rullsmide passerar en uppvärmd stålstång mellan två valsar med formade spår, vilket minskar dess tvärsnitt och förlänger det samtidigt. Det används vanligtvis som ett förformningssteg före smidning med sluten form, men det används också som en slutprocess för koniska axlar, bladfjädrar och rälskomponenter. Processens kontinuerliga karaktär gör den mycket effektiv för långsträckta delar.
Upprörd smide
Upset smide ökar tvärsnittsarean av en stålstång eller stång genom att komprimera den längs dess axel, förkorta längden och öka diametern i en specifik zon. Bultar, dubbar, ventiler och flänsaxlar tillverkas på detta sätt. Höghastighetssmidemaskiner kan producera tusentals delar per timme, vilket gör detta till en av de mest produktiva smidesmetoderna för fästelement och liknande hårdvara.
Kall smide
Till skillnad från metoderna ovan utförs kallsmidning vid eller nära rumstemperatur. Stålet arbetshärdar under processen, vilket faktiskt ökar ythårdheten och styrkan. Toleranserna är exceptionellt snäva (±0,05–0,1 mm), och ytfinishen är utmärkt, vilket ofta eliminerar behovet av svarvning eller slipning. Avvägningen är högre presskrafter som krävs och begränsningar för detaljens geometri och stålkvalitet. Lågkolhaltiga och medelkolhaltiga stål är mest lämpade för kallsmidning.
Steg-för-steg: Hur stålsmidning går till i praktiken
Att känna till processtegen spelar roll om du designar en del för smidbarhet eller granskar en leverantörs produktionsgolv. Så här går en vanlig stängd stålsmidesekvens från råvara till färdig detalj.
- Materialval och beredning: Lämplig stålkvalitet väljs baserat på de mekaniska egenskapskraven för den färdiga delen. Vanliga kvaliteter inkluderar 1045 (medelkolhalt, allmän industri), 4140 (krom-molybden, höghållfast), 4340 (nickel-krom-molybden, rymd) och 17-4 PH rostfritt (korrosionsbeständig, höghållfast). Stångbeståndet eller valsämnet skärs till den beräknade volymen - något överdimensionerad för att ta hänsyn till blixt- och skalförlust.
- Uppvärmning: Billets laddas i en gaseldad eller induktionsugn och bringas till målsmidestemperaturen. För de flesta kol- och legeringsstål är detta 1 150–1 250°C. Temperaturlikformighet över ämnets tvärsnitt är kritisk - en temperaturgradient på mer än 50°C kan resultera i sprickbildning eller ofullständig fyllning av munstycket. Induktionsuppvärmning är att föredra för tät temperaturkontroll och minskad beläggningsbildning.
- Avkalkning: Varmt stål utvecklar ett oxidskalskikt under uppvärmning. Före smidning avlägsnas denna beläggning med högtrycksvattenstrålar (vanligtvis 100–200 bar) eller genom ett första lätt slag i formen, vilket bryter skalan och förhindrar att den pressas in i delytan, vilket orsakar ytdefekter.
- Förformning (vid behov): Komplexa delar kräver ofta ett eller flera förformningssteg för att omfördela metallmassan närmare den slutliga formen innan avtrycket av slutmatrisen. Detta minskar formslitaget och förbättrar metallflödet i det slutliga slaget. Förformning görs i separata formhåligheter på samma press eller hammare.
- Finish smide: Det förformade ämnet överförs till hålrummet för slutformen och slås - antingen av en hammare (gravitations- eller ånghammare som ger upprepade slag) eller en press (mekanisk eller hydraulisk press som levererar ett kontrollerat enkelslag). Stålet fyller ut hålrummet helt och sprutar ut sig runt avskiljningslinjen.
- Blixtklippning: Medan den fortfarande är varm (eller efter kylning, för trimningspressar), placeras smidet i en trimningsform och blixten stansas av i ett enda slag. För precisionsdelar kan det trimmade smidet slås om i en dimensioneringsform medan den fortfarande är varm för att korrigera eventuell återfjädring och förbättra dimensionsnoggrannheten.
- Värmebehandling: Beroende på stålkvalitet och slutliga mekaniska egenskaper, genomgår smidda delar normalisering, glödgning, härdning och härdning, eller lösningsbehandling och åldring. Härdning och härdning av 4140-stål, till exempel, kan ge draghållfasthet från 655 MPa (normaliserat) till över 1 000 MPa.
- Bearbetning: Även smide i nästan nätform kräver vanligtvis CNC-svarvning, fräsning, borrning och slipning för att uppnå slutliga dimensionstoleranser, ytfinish och egenskaper (gängor, hål, kilspår) som inte kan smidas direkt.
- Inspektion och provning: Färdiga smide inspekteras dimensionellt (CMM eller manuell mätning), visuellt (ytsprickor, överlappningar, sömmar) och ofta genom oförstörande testning - magnetisk partikelinspektion (MPI) för ytdefekter, ultraljudstestning (UT) för inre hålrum. Mekanisk testning på provkuponger verifierar hårdhet, draghållfasthet, slagseghet och utmattningsprestanda.
Stålkvaliteter som vanligtvis används i smide och deras egenskaper
Materialvalet är oskiljaktigt från smidesprocessen. Stålkvaliteten bestämmer smidestemperaturintervall, formlivslängd, erforderlig presskapacitet, värmebehandling efter smide och slutligen prestandan för den färdiga delen.
| Stålkvalitet | Smidestemperaturintervall | Draghållfasthet (Q&T) | Nyckelapplikationer |
|---|---|---|---|
| AISI 1045 | 1 150–1 230°C | ~570–700 MPa | Axlar, kugghjul, kopplingar |
| AISI 4140 | 1 100–1 230°C | ~900–1 100 MPa | Flänsar, borrkragar, axlar |
| AISI 4340 | 1 100–1 200°C | ~1 000–1 500 MPa | Landningsställ, vevaxlar, flyg |
| AISI 316 rostfritt | 1 149–1 260°C | ~515–690 MPa | Ventiler, beslag, marin hårdvara |
| F51 Duplex SS | 1 050–1 150°C | ~620–880 MPa | Subsea komponenter, kemisk anläggning |
| 17-4 PH Rostfri | 1 040–1 150°C | ~930–1 310 MPa | Aerospace, medicin, pumpaxlar |
En praktisk anmärkning om smide av rostfritt stål: austenitiska kvaliteter som 316 har högre flödesspänning än kolstål, vilket innebär att pressen behöver mer kapacitet för samma delstorlek. De är också mer benägna att töjningshärda, vilket kan orsaka sprickbildning om återuppvärmningen mellan passagerna inte görs korrekt. Duplexkvaliteter är ännu mer känsliga för temperatur - arbete utanför det smala smidesfönstret kan destabilisera ferrit-austenitbalansen och försämra korrosionsbeständigheten.
Viktiga designregler för smidbara ståldelar
Delar som designats utan smide i åtanke slutar ofta med att kosta betydligt mer att producera, eller så misslyckas de med att dra fördel av processens strukturella fördelar. Genom att tillämpa dessa designprinciper från början undviker du dyra omdesigner senare.
Utkastvinklar
Alla vertikala ytor i en sluten formsmide behöver en dragvinkel så att delen kan kastas ut från formen. Standarddrag för stålsmide är 5–7° på utvändiga ytor och 7–10° på invändiga ytor . Funktioner med nolldrag eller negativt drag kräver mer komplexa verktyg med ejektorstift eller delade matriser, vilket ökar kostnaderna avsevärt.
Filé och hörnradier
Skarpa inre hörn skapar spänningskoncentrationer i formen såväl som i den färdiga delen. En minsta inre kälradie på 3 mm är en praktisk utgångspunkt, med 6 mm eller större att föredra i hårt belastade zoner. Yttre hörnradier bör vara minst 1,5 mm. Delar med rätt filéer visar utmattningslivsförbättringar på upp till 3× jämfört med de med skarpa övergångar.
Skiljelinjeplacering
Skiljelinjen är där de två formhalvorna möts. Den bör placeras i det största tvärsnittet av delen för att minimera formdjupet och blixten. En rak, platt skiljelinje är det enklaste och billigaste alternativet. Böjda eller vinklade skiljelinjer ger verktygskomplexitet men kan vara nödvändiga för vissa geometrier.
Sektionstjockleksvariation
Stora variationer i tvärsnittstjocklek inom samma del skapar ojämnt metallflöde vid smide. Tunna sektioner fylls snabbare och svalnar snabbare än tjocka, vilket leder till underfyllning eller sprickbildning. Som en tumregel bör förhållandet mellan maximal och minimal väggtjocklek i ett stålsmide inte överstiga 4:1 utan noggrann preformdesign för att förfördela material.
Kornflödesorientering
En av de viktigaste fördelarna med stålsmide jämfört med gjutning eller bearbetning av stångmaterial är förmågan att anpassa spannmålsflödet med den högsta spänningsriktningen under drift. En vevstake smidd med längsgående kornflöde längs stavens axel har mycket bättre utmattningsmotstånd än en som är bearbetad från stångstång, där fibrerna löper tvärs över kritiska sektioner. Designa delen så att den primära lastaxeln är i linje med huvudsmidningsriktningen.
Stålsmide vs. gjutning vs. bearbetning från stånglager
Ingenjörer står ofta inför valet mellan smide, gjutning och bearbetning när de väljer en tillverkningsväg för konstruktionsståldelar. Varje metod har en distinkt prestanda- och kostnadsprofil.
| Kriterium | Stålsmide | Casting | Maskinbearbetad stånglager |
|---|---|---|---|
| Draghållfasthet | Hög (kornförfinad) | Måttlig (porositetsrisk) | Bra (beror på betyg) |
| Trötthetsliv | Utmärkt | Nedre (inre defekter) | Bra om kornen är anpassad |
| Geometrisk komplexitet | Måttlig | Hög | Hög (CNC) |
| Verktygskostnad | Hög (dies) | Måttlig (patterns/molds) | Låg till ingen |
| Enhetskostnad vid hög volym | Låg | Låg to moderate | Hög (material waste) |
| Inre defekter | Minimal (tomrum stängda) | Möjligt (krympning, porositet) | Beror på barens kvalitet |
| Ledtid (prototyp) | Lång (stanstillverkning) | Måttlig | Kort |
Beslutet beror vanligtvis på tre faktorer: årlig produktionsvolym, erforderlig mekanisk prestanda och detaljens komplexitet. För delar med komplexa inre passager eller underskärningar vinner gjutning ofta på enbart geometri. För konstruktionsdelar med stora volymer inom fordon, flyg eller olja och gas vinner smide nästan alltid på prestanda och livscykelkostnader. Bearbetning från stånglager är mest meningsfullt för prototyper, mycket små partier eller delar som helt enkelt är för små för att smida ekonomiskt.
Vanliga defekter i stålsmide och hur man förhindrar dem
Även med korrekta processparametrar kan stålsmide utveckla defekter som äventyrar strukturell integritet. Att veta vad som orsakar varje defekt och hur man kan fånga upp det tidigt förhindrar kostsamma fältfel.
Varv och veck
Varv bildas när en ytrynka eller överhäng viks tillbaka och smids in i delytan utan att binda. De uppträder som linjära ytdefekter, som vanligtvis löper parallellt med delningslinjen. Grundorsaken är vanligtvis felaktig form av förformen, överdriven flamma eller dålig metallflödesfördelning i formen. Magnetisk partikelinspektion upptäcker tillförlitligt varv på ytan. Förebyggande kräver korrekt preformdesign och optimering av formhåligheten.
Underfyllning
Underfyllning innebär att formhåligheten inte fylldes helt med stål under smide, vilket lämnade grunda fördjupningar på delytan. Orsaker inkluderar otillräcklig vikt på ämnet, för låg smidestemperatur, överdriven sprutning som blöder bort material innan kaviteten fylls eller otillräcklig presskapacitet. Dimensionell inspektion kommer att fånga underfyllning i de flesta fall, men den fångas bättre upp i den första produktionskörningen med provsektionering.
Sprickbildning
Ytsprickor utvecklas när stålet smides vid för låg temperatur (under det sega-till-spröda övergångsintervallet), när töjningshastigheten är för hög, eller när stålet har för högt svavel- eller fosforinnehåll som främjar het korthet. Inre sprickor (sprängdefekter) uppstår när dragspänningar utvecklas i kärnan vid smide, ofta i tunga sektioner. Att bibehålla smidestemperaturen över 1 050°C för de flesta legerade stål och undvika överdriven reduktion per passage förhindrar de flesta sprickdefekter.
Avkolning
Långvarig exponering för luft vid höga temperaturer gör att kol diffunderar ut ur stålytskiktet, vilket skapar en mjuk zon med låg kolhalt som minskar hårdhet och utmattningsmotstånd. Avkolningsdjup på 0,3–0,8 mm är inte ovanligt i delar som värms upp i ugnar med öppen låga. Användning av ugnar med kontrollerad atmosfär eller induktionsuppvärmning minskar avkolningen avsevärt, och bearbetning av det påverkade skiktet är standardsanering när det inträffar.
Die Shift
Dysförskjutning sker när de övre och nedre formhalvorna är felinriktade under smide, vilket ger en del som är förskjuten vid delningslinjen. Även en 0,5 mm förskjutning kan göra att en del misslyckas med dimensionsinspektionen. Regelbundna kontroller av forminriktningen och korrekt underhåll av nyckeln förhindrar denna defekt i produktionen.
Branscher som förlitar sig på stålsmide och varför
Efterfrågan på stålsmide drivs av industrier där strukturella misslyckanden inte är ett alternativ. Att förstå var och varför smide specificeras hjälper köpare att motivera verktygsinvesteringar och hjälper ingenjörer att argumentera för smide framför konkurrerande processer.
- Fordon: Vevstakar, vevaxlar, styrspinnar, hjulnav, kamaxlar och transmissionsväxlar är nästan universellsmidda. En typisk personbil innehåller 35–45 kg smidda ståldelar. Utmattningen och slaghållfastheten hos smidd stål är anledningen till att dessa säkerhetskritiska komponenter inte gjuts.
- Olja och gas: Borrkronor, borrkragar, BOP-komponenter, ventilhus, flänsar (ANSI/ASME B16.5) och undervattensanslutningar kräver smide för att motstå extrema tryck nere i hålet (upp till 15 000 psi arbetstryck i vissa applikationer) och korrosiva miljöer. ASME/ANSI och API-standarder kräver smide för många av dessa komponenter.
- Flyg och rymd: Landningsställsstag, vingfästen, motorfästen och turbinskivor är smidda av höghållfasta legerade stål och superlegeringar. Flygindustrins strikta krav på spårbarhet, certifierade materialtestrapporter och oförstörande testning gör smide till standardvalet för strukturella skrovkomponenter.
- Kraftproduktion: Ångturbinrotorer, generatoraxlar och tryckkärlshuvuden i kärnkraftverk och konventionella kraftverk är bland de största smidesprodukterna som tillverkas - ensmidda smide med öppen stans kan väga 150–300 ton. Den materialintegritet som krävs för komponenter som arbetar under kombinerad termisk och mekanisk påfrestning i 30–60 år kan endast uppnås genom kontrollerat smide och värmebehandling.
- Gruv- och anläggningsutrustning: Bulldozers bandlänkar, grävskoppinnar, stenkrosshammare och borrstänger utsätts för kraftiga stötar och nötande slitage. Smide av högmangan och låglegerat stål motstår deformation och brott under dessa förhållanden mycket bättre än gjutna alternativ.
- Försvar: Artilleriprojektiler, pansargenomträngande penetratorer, tankspårkomponenter och vapenpipor är smidda för att uppfylla militära specifikationer som kräver specifik hårdhet, seghet och dimensionell konsistens som inte kan uppnås med andra processer.
Kvalitetsstandarder och certifieringar för stålsmide
Att köpa stålsmide utan att hänvisa till tillämpliga standarder gör att köpare utsätts för kvalitetsvariationer och delar som inte uppfyller kraven. De viktigaste standarderna för stålsmideskvalitet är värda att känna till innan du skriver en inköpsorder.
- ASTM A668 / A668M: Standardspecifikation för smide av kol och legerat stål för allmänt industriellt bruk. Täcker åtta klasser med krav på mekaniska egenskaper från draghållfasthet på 485 MPa (klass D) upp till 830 MPa (klass L).
- ASTM A182: Täcker smidda eller valsade legerings- och rostfria rörflänsar, smidda kopplingar och ventiler för högtemperaturservice. Bred referens i specifikationer för olja och gas och kemisk bearbetning.
- ASTM A105: Standard för smide av kolstål för rörapplikationer vid omgivande och högre temperaturer. Detta är en av de vanligaste specifikationerna för flänsar och kopplingar i industriella rörsystem.
- API 6A / 6D: American Petroleum Institute standarder för brunnshuvud- och julgransutrustning (6A) och rörledningsventiler (6D). Dessa standarder definierar materialklasser, testkrav och spårbarhetsdokumentation för smidda komponenter som används i kolväteservice.
- AMS (Aerospace Material Specifications): SAE AMS-standarder som AMS 2750 (pyrometri för värmebehandling) och materialspecifika AMS-kvaliteter (t.ex. AMS 6414 för 4340 stål) styr smide för flygindustrin. Överensstämmelse kräver dokumenterad ugnskalibrering, certifierade materialtestrapporter och första artikelinspektion.
- ISO 9001/IATF 16949: Kvalitetsledningssystemcertifieringar för smidesleverantörer för allmän industri (ISO 9001) och fordonsindustri (IATF 16949). Dessa certifieringar indikerar att leverantören använder ett dokumenterat kvalitetssystem men garanterar inte i sig att produkten överensstämmer med specifika mekaniska specifikationer.
Begär alltid materialtestrapporter (MTR), dimensionsinspektionsrapporter och NDU-rapporter med varje smidesförsändelse. För kritiska tillämpningar är vittnesprovning i smedjan standardpraxis inom flyg- och kärnkraftsupphandling.
Vanliga frågor om stålsmide
Vilken är den minsta beställningsmängden för smidesstål med slutna stansar?
De flesta stängda smidesbutiker sätter en minsta beställningskvantitet (MOQ) på 100–500 stycken för nya verktygsprojekt, även om detta varierar beroende på delstorlek och komplexitet. För små, enkla delar kommer vissa butiker att överväga 50-delade provkörningar. Den höga verktygskostnaden är den främsta begränsningen – formkostnaden fördelad på färre delar ökar kostnaden per enhet avsevärt. Smide med öppen stans har inget praktiskt MOQ-minimum eftersom inga anpassade verktyg krävs.
Hur lång tid tar det att tillverka stålsmide?
För smide med slutna stansar med nya verktyg är ledtiderna vanligtvis 10–16 veckor: 4–6 veckor för formkonstruktion och tillverkning, 1–2 veckor för smidesförsök i första artikeln och 2–4 veckor för värmebehandling och bearbetning av produktionsdelar. Smide med öppen form för stora delar kan ta 8–20 veckor beroende på smidesverkstadens kapacitet och tillgängligheten av stålämne. Upprepade beställningar från befintliga dies är vanligtvis 4–8 veckor.
Kan rostfritt stål smidas med samma utrustning som kolstål?
Ja, samma hammare och pressar används, men rostfritt stål - särskilt austenitiska kvaliteter - kräver högre smideskrafter än kolstål vid motsvarande temperaturer på grund av dess högre flödesspänning. En press som är klassad för en specifik delstorlek av kolstål kan behöva deklassas eller delen delas upp i mindre operationer när man byter till rostfritt. Formens livslängd är också vanligtvis kortare vid smide av rostfritt stål på grund av högre gränssnittstryck och nötande oxidskala.
Skiljer sig varmsmidning från varmsmidning?
Ja. Varmsmidning utförs i temperaturintervallet mellan kallsmidning och varmsmidning - vanligtvis 650–950°C för stål. Vid dessa temperaturer är flödesspänningen lägre än vid rumstemperatur (gör formningen lättare), men stålet bildar inte den tunga oxidskala som ses vid varmsmide. Resultatet är bättre ytfinish och snävare toleranser än varmsmide, med lägre presskrafter än kallsmide. Varmsmidning används för delar med medelkomplexitet där ytkvaliteten är viktig men kallsmideskrafterna skulle vara opraktiskt höga.
Hur anger jag ett smide korrekt på en ritning?
En fullständig smidesspecifikation på en ritning bör innehålla: stålkvaliteten (ASTM-, AISI- eller AMS-beteckning), värmebehandlingsförhållandet och erforderlig hårdhet eller drag-/sträckhållfasthet, krav på dragvinkel, minimikrav för käl- och hörnradier, ytfinish (Ra-värde) för smidda ytor, tillåten blixtförlängning vid avskiljningslinjen, erforderliga NDE-metoder och tillämpliga krav på testmaterial, MPI, UT. Att hänvisa till den tillämpliga ASTM-standarden (t.ex. ASTM A668, Klass F) knyter ihop alla material- och testkrav rent.